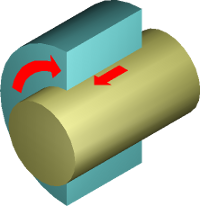
Pressverbindungsarten
Pressverbindungen entstehen durch das FÃỳgen von Welle und Nabe mit einer ÃbermaÃpassung. Infolge des ÃbermaÃes wird die Nabe elastisch aufgeweitet und die Welle
zusammengedrÃỳckt. Dadurch wird eine FlÃĊchenpressung in den ReibflÃĊchen erzeugt, welche gut zur Ãbertragung groÃer und wechselnder Momente geeignet ist. Man
unterscheidet nach Art des FÃỳgens LÃĊngspressverbÃĊnde und QuerpressverbÃĊnde.
LÃĊngspresssitz, LÃĊngspressverband
Die zu fÃỳgenden Teile werden durch axiales Aufpressen in kaltem Zustand verbunden.
Beim FÃỳgevorgang ist zu berÃỳcksichtigen, dass die FlÃĊchen geglÃĊttet werden.
Querpresssitz, Querpressverband
Schrumpfpressverband
Das AuÃenteil wird durch ErwÃĊrmung soweit gedehnt, bis es sich leicht auf das Innenteil schieben lÃĊsst. Beim Erkalten schrumpft das AuÃenteil und presst sich auf das
Innenteil.
Dehnpressverband
Das Innenteil wird durch UnterkÃỳhlen mittels Trockeneis (bis -70ÂḞC) oder flÃỳssigen Stickstoffs (bis - 196ÂḞC) unterkÃỳhlt bis es sich leicht in das AuÃenteil schieben
lÃĊsst.
Ãlpressverband
In die leicht kegelige Fuge (Kegelwinkel 1...3ÂḞ) wird durch Bohrungen in Welle oder Nabe Drucköl gepumpt. Die Nabe kann dabei axial verschoben werden bis die
Aufweitung gleich dem gewÃỳnschten Ãbermaà ist. Nach Ablassen des Ãls pressen sich die beiden FÃỳgeteile ineinander. Dieses Verfahren kann auch zum Lösen zylindrischer
PassflÃĊchen verwendet werden.
Berechnungsgang
Kleinstes ÃbermaÃ:
Bei der Auslegung soll die Passung zwischen Welle und Nabe so bestimmt werden, dass beim kleinsten Ãbermaà noch das Drehmoment oder die Axialkraft Ãỳbertragen werden
kann.
GröÃtes ÃbermaÃ:
Beim gröÃten ÃbermaÃ, dÃỳrfen die zulÃĊssigen Spannungen nicht Ãỳberschritten werden.
nach oben
Berechnungsprogramm

Berechnungsprogramm fÃỳr eine zylindrischen Pressverbindung.
Es kann das Ãbermaà aus der Belastung und den zulÃĊssigen Spannungswerte berechnet werden, oder bei bekanntem Ãbermaà werden die Belastungs- und Spannungswerte
berechnet.
nach oben
Umfangskraft in der Trennfuge
Die gleichzeitigem auftreten von Drehmoment und Axialkraft werden diese Belastungen zu einer resultierenden Umfangskraft zusammengefasst.
- durch Drehmoment

- durch Axialkraft

- Resultierende Umfangskraft

F uM = Umfangskraft durch Drehmoment (N)
M t = Drehmoment (Nmm)
D F = Fugendurchmesser (mm)
F uax = Umfangskraft durch Axialkraft (N)
F ax = Axialkraft (N)
F ures = Result. Umfangskraft (N)
F uM = Umfangskraft durch Drehmoment (N)
M t = Drehmoment (Nmm)
D F = Fugendurchmesser (mm)
F uax = Umfangskraft durch Axialkraft (N)
F ax = Axialkraft (N)
F ures = Result. Umfangskraft (N)
nach oben
Fugenpressung
Die Fugenpressung ergibt sich durch das Ãbermaà von Welle und Nabe.
Zur Ãbertragung des Drehmoments oder Axialkraft ist ein Ãbermaà erforderlich.
erforderliche Fugenpressung bei Drehmomentbelastung

Drehmoment bei gegebenem Fugendruck

erforderliche Fugenpressung bei Axialkraftbelastung

Axialkraft bei gegebenem Fugendruck


p = Fugenpressung (N/mmÂĠ)
M t = Drehmoment (Nmm )
F ax = Axialkraft (N)
D F = Fugendurchmesser (mm)
l F = FugenlÃĊnge (mm)
Îỳ ru = Reibwert in Umfangsrichtung (-)
Îỳ rl = Reibwert in LÃĊngsrichtung (-)
S r = Rutschsicherheit (-)
p = Fugenpressung (N/mmÂĠ)
M t = Drehmoment (Nmm )
F ax = Axialkraft (N)
D F = Fugendurchmesser (mm)
l F = FugenlÃĊnge (mm)
Îỳ ru = Reibwert in Umfangsrichtung (-)
Îỳ rl = Reibwert in LÃĊngsrichtung (-)
S r = Rutschsicherheit (-)
nach oben
ÃbermaÃberechnung
Das rechnerische Ãbermaà ist bezogen auf den Fugendurchmesser.
- Ist ÃbermaÃ


- HöchstÃỳbermaÃ

- MindestÃỳbermaÃ

U i = Ist Ãbermaà (mm)
D iA = Innendurchmesser AuÃenteil (mm)
D aI = AuÃendurchmesser Innenteil (mm)
U g = HöchstÃỳbermaà (mm)
A uA = unteres Abmaà fÃỳr AuÃenteil (mm)
A oI = oberes Abmaà fÃỳr Innenteil (mm)
U k = MindestÃỳbermaà (mm)
A oA = oberes Abmaà fÃỳr AuÃenteil (mm)
A uI = unteres Abmaà fÃỳr Innenteil (mm)
U i = Ist Ãbermaà (mm)
D iA = Innendurchmesser AuÃenteil (mm)
D aI = AuÃendurchmesser Innenteil (mm)
U g = HöchstÃỳbermaà (mm)
A uA = unteres Abmaà fÃỳr AuÃenteil (mm)
A oI = oberes Abmaà fÃỳr Innenteil (mm)
U k = MindestÃỳbermaà (mm)
A oA = oberes Abmaà fÃỳr AuÃenteil (mm)
A uI = unteres Abmaà fÃỳr Innenteil (mm)
nach oben
Wirksames Ãbermaà abzÃỳglich GlÃĊttung
Infolge der GlÃĊttung von Rauheitsspitzen beim FÃỳgen steht im gefÃỳgten Zustand nur noch das wirksame Ãbermaà Uw zur VerfÃỳgung.
Die neueste Normausgabe berÃỳcksichtigt nur eine GlÃĊttung von 0.4 , gegenÃỳber frÃỳher 0,8.

Je nach Berechnung ist fÃỳr U das Mindest-, Höchst- oder Ist Ãbermaà einzusetzen.
U w = wirksames Ãbermaà (mm)
U = Ãbermaà (mm)
R zA = gemittl. Rautiefe AuÃenteil (mm)
R zI = gemittl. Rautiefe Innenteil (mm)
U w = wirksames Ãbermaà (mm)
U = Ãbermaà (mm)
R zA = gemittl. Rautiefe AuÃenteil (mm)
R zI = gemittl. Rautiefe Innenteil (mm)
nach oben
Berechnungs- und Hilfsgrössen
Zur einfacheren Berechnung werden folgende HilfgröÃen verwendet.
- DurchmesserverhÃĊltnis

- bezogenes wirksames ÃbermaÃ

- HilfsgröÃe

- bei vollem Innenteil

Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
D F = Fugendurchmesser (mm)
D aA = AuÃendurchmesser AuÃenteil (mm)
D iI = Innendurchmesser Innenteil (mm)
Îẅ w = bezogenes wirksames Ãbermaà (-)
U w = wirksames Ãbermaà (mm)
K = HilfsgröÃe (-)
E A = E-Modul AuÃenteil (N/mmÂĠ)
E I = E-Modul Innenteil (N/mmÂĠ)
Îỳ A = Querzahl AuÃenteil (-)
Îỳ I = Querzahl Innenteil (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
D F = Fugendurchmesser (mm)
D aA = AuÃendurchmesser AuÃenteil (mm)
D iI = Innendurchmesser Innenteil (mm)
Îẅ w = bezogenes wirksames Ãbermaà (-)
U w = wirksames Ãbermaà (mm)
K = HilfsgröÃe (-)
E A = E-Modul AuÃenteil (N/mmÂĠ)
E I = E-Modul Innenteil (N/mmÂĠ)
Îỳ A = Querzahl AuÃenteil (-)
Îỳ I = Querzahl Innenteil (-)
nach oben
Ãbermaà berechnen - Fugenpressung gegeben
Minimales ÃbermaÃ
Die aus der Umfangskraft errechnete Pressung, ergibt das minimale ÃbermaÃ
-
bezogenes wirksames ÃbermaÃ

-
wirksames ÃbermaÃ

- Ist ÃbermaÃ

Îẅ w = bezogenes wirksames Ãbermaà (-)
K = HilfsgröÃe (-)
p = Fugenpressung (N/mmÂĠ)
E A = E-Modul AuÃenteil (N/mmÂĠ)
U w = wirksames Ãbermaà (mm)
D F = Fugendurchmesser (mm)
U = Ist Ãbermaà (mm)
R zA = Rautiefe AuÃenteil (mm)
R zI = Rautiefe Innenteil (mm)
Îẅ w = bezogenes wirksames Ãbermaà (-)
K = HilfsgröÃe (-)
p = Fugenpressung (N/mmÂĠ)
E A = E-Modul AuÃenteil (N/mmÂĠ)
U w = wirksames Ãbermaà (mm)
D F = Fugendurchmesser (mm)
U = Ist Ãbermaà (mm)
R zA = Rautiefe AuÃenteil (mm)
R zI = Rautiefe Innenteil (mm)
nach oben
Maximales ÃbermaÃ
Damit die zul. Spannungen und Sicherheiten eingehalten werden, mÃỳssen folgende Forderungen erfÃỳllt werden:
- AuÃenteil

- hohles Innenteil

- volles Innenteil

Îẅ w = bezogenes wirksames Ãbermaà (-)
K = HilfsgröÃe (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
S PA = Sicherheit AuÃenteil (-)
E A = E-Modul AuÃenteil (N/mmÂĠ)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
S PI = Sicherheit Innenteil (-)
Îẅ w = bezogenes wirksames Ãbermaà (-)
K = HilfsgröÃe (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
S PA = Sicherheit AuÃenteil (-)
E A = E-Modul AuÃenteil (N/mmÂĠ)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
S PI = Sicherheit Innenteil (-)
nach oben
Fugenpressung berechnen - Ãbermaà gegeben
Minimale Fugenpressung bei minimales ÃbermaÃ
- Fugenpressung

-
wirksames ÃbermaÃ

-
bezogenes wirksames ÃbermaÃ

p = Fugenpressung (N/mmÂĠ)
Îẅ w = bezogenes wirksames Ãbermaà (-)
E A = E-Modul AuÃenteil (N/mmÂĠ)
K = HilfsgröÃe (-)
U w = wirksames Ãbermaà (mm)
U = Ist Ãbermaà (mm)
D F = Fugendurchmesser (mm)
R zA = Rautiefe AuÃenteil (mm)
R zI = Rautiefe Innenteil (mm)
p = Fugenpressung (N/mmÂĠ)
Îẅ w = bezogenes wirksames Ãbermaà (-)
E A = E-Modul AuÃenteil (N/mmÂĠ)
K = HilfsgröÃe (-)
U w = wirksames Ãbermaà (mm)
U = Ist Ãbermaà (mm)
D F = Fugendurchmesser (mm)
R zA = Rautiefe AuÃenteil (mm)
R zI = Rautiefe Innenteil (mm)
nach oben
Maximale Fugenpressung bei maximalem ÃbermaÃ
Damit die zul. Spannungen und Sicherheiten eingehalten werden, mÃỳssen folgende Forderungen erfÃỳllt werden:
- AuÃenteil

- hohles Innenteil

- volles Innenteil

p = Fugenpressung (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
S PA = Sicherheit AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
S PI = Sicherheit Innenteil (-)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
p = Fugenpressung (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
S PA = Sicherheit AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
S PI = Sicherheit Innenteil (-)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
Spannungen in der Pressverbindung
Spannungsberechnung fÃỳr AuÃenteil, Welle mit und ohne Bohrung.
| |
AuÃenteil |
Hohlwelle |
Vollwelle |
TangentialÂspannung
AuÃenÂdurchmesser |
 |
 |
 |
TangentialÂspannung
InnenÂdurchmesser |
 |
 |
 |
RadialÂspannung
AuÃenÂdurchmesser |
 |
 |
 |
RadialÂspannung
InnenÂdurchmesser |
 |
 |
 |
nach oben

nach oben
Vergleichsspannung ohne Torsionsspannung
Vergleichsspannung nach der Gestalt-Ãnderungshypothese (GEH) ohne BerÃỳcksichtigung der Torsionsspannung in der Welle durch das Drehmoment.
Allgemeine Formel fÃỳr die Vergleichsspannung

Vergleichsspannung Vollwelle - Innendurchmesser AuÃenteil

Vergleichsspannung Hohlwelle - Innendurchmesser AuÃenteil

Ï v = Vergleichsspannung GEH (N/mmÂĠ)
Ï t = Tangentialspannung (N/mmÂĠ)
Ï r = Radialspannung (N/mmÂĠ)
Ï viA = Vergleichsspannung Innendurchmesser AuÃenteil (N/mmÂĠ)
p = Fugenpressung (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
Ï v = Vergleichsspannung GEH (N/mmÂĠ)
Ï t = Tangentialspannung (N/mmÂĠ)
Ï r = Radialspannung (N/mmÂĠ)
Ï viA = Vergleichsspannung Innendurchmesser AuÃenteil (N/mmÂĠ)
p = Fugenpressung (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
Q I = DurchmesserverhÃĊltnis Innenteil (-)
nach oben
Dehnungen in der Pressverbindung
Dehnungen des AuÃen- und Innenteils durch die Fugenpressung.
ÎD aA = Dehnung AuÃendurchmesser AuÃenteil (mm)
ÎD iA = Dehnung Innendurchmesser AuÃenteil (mm)
ÎD aI = Dehnung AuÃendurchmesser Innenteil (mm)
ÎD iI = Dehnung Innendurchmesser Innenteil (mm)
p = Fugenpressung (N/mmÂĠ) - positiver Wert
D aA = AuÃendurchmesser AuÃenteil(mm)
D F = Fugendurchmesser (mm)
D iI = Innendurchmesser Innenteil (mm)
Îỳ A = Querzahl AuÃenteil (-)
Îỳ I = Querzahl Innenteil (-)
E A = E-Modul AuÃenteil (N/mm2)
E I = E-Modul Innenteil (N/mm2)
ÎD aA = Dehnung AuÃendurchmesser AuÃenteil (mm)
ÎD iA = Dehnung Innendurchmesser AuÃenteil (mm)
ÎD aI = Dehnung AuÃendurchmesser Innenteil (mm)
ÎD iI = Dehnung Innendurchmesser Innenteil (mm)
p = Fugenpressung (N/mmÂĠ) - positiver Wert
D aA = AuÃendurchmesser AuÃenteil(mm)
D F = Fugendurchmesser (mm)
D iI = Innendurchmesser Innenteil (mm)
Îỳ A = Querzahl AuÃenteil (-)
Îỳ I = Querzahl Innenteil (-)
E A = E-Modul AuÃenteil (N/mm2)
E I = E-Modul Innenteil (N/mm2)
nach oben
ErwÃĊrmung der Nabe bzw. AbkÃỳhlung der Welle bei Querpressverbindungen
SchrumpfverbÃĊnde werden durch UnterkÃỳhlen des Innenteils bzw. ErwÃĊrmen des AuÃenteils gefÃỳgt.
FÃỳr das FÃỳgen ist zusÃĊtzlich ein FÃỳgespiel einzuhalten, das ein Haften wÃĊhrend des FÃỳgens verhindert.
FÃỳgespiel
- FÃỳgespiel

- FÃỳgeÃỳbermaÃ

U sÏ = FÃỳgespiel (mm)
D F = Fugendurchmesser (mm)
U F = FÃỳgeÃỳbermaà (mm)
U g = HöchstÃỳbermaà (mm)
U sÏ = FÃỳgespiel (mm)
D F = Fugendurchmesser (mm)
U F = FÃỳgeÃỳbermaà (mm)
U g = HöchstÃỳbermaà (mm)
nach oben
FÃỳgetemperatur
Das FÃỳgen der Pressverbindung kann nur durch ErwÃĊrmen des AuÃenteils bzw. nur durch AbkÃỳhlen des Innenteils bzw. durch Anwendung beider FÃĊlle erfolgen.
Beim Innenteil sind folgende beide Anwendungen möglich:
- CO2 Trockeneis bei -78ÂḞ C
- FlÃỳssiger Stickstoff bei -196 ÂḞC
Bei der ErwÃĊrmung der Nabe dÃỳrfen bestimmte Temperaturen nicht Ãỳberschritten werden, damit die Festigkeitswerte des Werkstoffes nicht beeinflusst werden.
Max. FÃỳgetemperaturen bei ErwÃĊrmung der Nabe
Erforderliche ErwÃĊrmung des AuÃenteils um das FÃỳgeÃỳbermaà UF zu ereichen.

Ï
A,erf = erforderliche FÃỳgetemperatur AuÃenteil (ÂḞC)
Ï
R = Raumlufttemperatur (ÂḞC)
U
F = FÃỳgeÃỳbermaà (mm)
Îḟ
A = Ausdehnungskoeffizient AuÃenteil (1/ÂḞC)
Îḟ
I = Ausdehnungskoeffizient Innenteil (1/ÂḞC) - negativer Wert
D
F = Fugendurchmesser (mm)
Ï
I = FÃỳgetemperatur Innenteil (ÂḞC) - AbhÃĊngig von der KÃỳhlmethode oder der Raumlufttemperatur
Ausdehnungskoeffizienten verschiedener Werkstoffe beim ErwÃĊrmen und
AbkÃỳhlen
nach oben
Maximales Ãbermaà beim max. zul. FÃỳgetemperatur
Das maximale erzielbare Ãbermaà durch ErwÃĊrmung, wird begrenzt durch die zulÃĊssige maximale FÃỳgetemperatur des jeweiligen Werkstoffs.
U
max = maximales Ãbermaà (mm)
D
F = Fugendurchmesser (mm)
Îḟ
A = Ausdehnungskoeffizient AuÃenteil (1/ÂḞC)
Îḟ
I = Ausdehnungskoeffizient Innenteil (1/ÂḞC) - negativer Wert
Ï
A,zul =
zul. FÃỳgetemperatur AuÃenteil (ÂḞC)
Ï
R = Raumlufttemperatur (ÂḞC)
Ï
I = FÃỳgetemperatur Innenteil (ÂḞC) - AbhÃĊngig von der KÃỳhlmethode oder der Raumlufttemperatur
U
sÏ = FÃỳgespiel (mm)
nach oben
Pressverband mit gestuften Nabendurchmessern
Zur Berechnung des Ãỳbertragbaren Drehmoments bei PressverbÃĊnden mit gestuften NabenauÃendurchmessern eignet sich die so genannte Scheibchenmethode.
Dabei wird der Pressverband in Scheiben mit konstantem Durchmesser eingeteilt und fÃỳr diese dann die FugendrÃỳcke p i berechnet.
Das Ãỳbertragbare Drehmoment und die Axialkraft erhÃĊlt man aus der Addition der berechneten einzelnen Drehmomente bzw. AxialkrÃĊfte pro Scheibe.
- Drehmoment

- Axialkraft


M tR = gesamt Drehmoment (Nmm)
M ti = Einzeldrehmoment der Scheibe i (Nmm)
F axR = gesamt Axialkraft (N)
F axi = Einzelaxialkraft der Scheibe i (N)
M tR = gesamt Drehmoment (Nmm)
M ti = Einzeldrehmoment der Scheibe i (Nmm)
F axR = gesamt Axialkraft (N)
F axi = Einzelaxialkraft der Scheibe i (N)
nach oben
Kerbwirkungszahl ÎĠK der Welle bei PressverbÃĊnden (nach WÃĊchter)
Je nach AusfÃỳhrung der Nabenbohrung, ergibt sich ein Kerbfaktor fÃỳr die Spannungsberechnung.
Passung der Pressverbindung H8 / u8
| Nabenform |
Zugfestigkeit (N/mm2) |
|
400 |
600 |
800 |
1000 |
1200 |
 |
Biegung |
1,8 |
2,2 |
2,5 |
2,7 |
2,9 |
| Torsion |
1,2 |
1,4 |
1,6 |
1,8 |
1,9 |
 |
Biegung |
1,6 |
1,8 |
2,0 |
2,2 |
2,3 |
| Torsion |
1,0 |
1,2 |
1,3 |
1,4 |
1,5 |
 |
Biegung |
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
| Torsion |
1,0 |
1,0 |
1,1 |
1,2 |
1,2 |
nach oben
Beanspruchung durch Fliehkraft [2]
Durch die Fliehkraftbeanspruchung weiten sich Innen- und AuÃenteil in radialer Richtung aus.
Dabei erfÃĊhrt das AuÃenteil gröÃere Dehnungen als das Innenteil, dies fÃỳhrt zu einer Verminderung des Fugendrucks p.
Die Formeln sind nur gÃỳltig bei einer Welle ohne Bohrung
- Der E-Modul fÃỳr AuÃen- und Innenteil ist gleich.
- Die Dichte von AuÃen- und Innenteil ist gleich.
Fliehkraftbelastung
Die Formeln gelten nur wenn im Innen- und AuÃenteil elastische Beanspruchungen auftreten.
Damit diese Voraussetzung erfÃỳllt ist, muss das bezogene wirksame Ãbermaà den folgenden Ungleichungen genÃỳgen:
Îẅ w = bezogenes wirksames Ãbermaà (-)
Îỳ = Querzahl AuÃen- u. Innenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
E = E-Modul AuÃen- u. Innenteil (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
Îẅ w = bezogenes wirksames Ãbermaà (-)
Îỳ = Querzahl AuÃen- u. Innenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
E = E-Modul AuÃen- u. Innenteil (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
nach oben
- Umfangsgeschwindigkeit AuÃenkontur

- Fugendruck bei Drehzahl

- Umfangsgeschwindigkeit bei Fugendruck = 0 N/mmÂĠ
Abhebedrehzahl

- Umfangsgeschwindigkeit bei 10% geringerem Fugendruck p
im Stillstand (
1

- Drehzahl

p n = Fugendruck bei Drehzahl n (N/mmÂĠ)
u = Umfangsgeschwindigkeit bei Drehzahl n (m/s)
u ab = Umfangsgeschwindigkeit bei Abhebedrehzahl (m/s)
n = Drehzahl (1/min)
D Aa = AuÃendurchmesser AuÃenteil (mm)
E = E-Modul AuÃen- u. Innenteil (N/mmÂĠ)
Îẅ w = bezogenes wirksames Ãbermaà (-)
Îỳ = Querzahl AuÃen- u. Innenteil (-)
Ï = Dichte AuÃen- u. Innenteil (10-9 NsÂĠ/mm4 )
1 kg/dmÂġ = 10-9 NsÂĠ/mm4
p n = Fugendruck bei Drehzahl n (N/mmÂĠ)
u = Umfangsgeschwindigkeit bei Drehzahl n (m/s)
u ab = Umfangsgeschwindigkeit bei Abhebedrehzahl (m/s)
n = Drehzahl (1/min)
D Aa = AuÃendurchmesser AuÃenteil (mm)
E = E-Modul AuÃen- u. Innenteil (N/mmÂĠ)
Îẅ w = bezogenes wirksames Ãbermaà (-)
Îỳ = Querzahl AuÃen- u. Innenteil (-)
Ï = Dichte AuÃen- u. Innenteil (10-9 NsÂĠ/mm4 )
1 kg/dmÂġ = 10-9 NsÂĠ/mm4
(1 Sofern ein durch die Fliehkraft bedingter Abfall von höchstens 10% des Fugendrucks p im Stillstand eingehalten werden soll,
muss die Umfangsgeschwindigkeit der AuÃenkontur des AuÃenteils der Bedingung genÃỳgen.
nach oben
Berechnungsprogramm

Berechnung der Pressung im Fugendurchmesser bei Fliehkraftbeanspruchung und die Abhebedrehzahl.
Die Berechnung ist nur gÃỳltig fÃỳr:
- Welle ohne Bohrung
- E-Modul fÃỳr AuÃen- und Innenteil ist gleich
- Die Dichte von AuÃen- und Innenteil ist gleich
- Die Beanspruchung der Pressverbindung ist im elastischen Bereich
nach oben
Reduzierung des Drehmoments durch Bohrungen und Passfedernut [2]
Axialbohrungen in der Welle
Durch Axialbohrungen in der Welle ist das Ãỳbertragbare Drehmoment nach folgendem Diagramm zu reduzieren.
FÃỳr die SchwÃĊchung der Pressung durch die Axialbohrungen, ist hauptsÃĊchlich die gesamte BohrungsflÃĊche maÃgebend und die ExzentrizitÃĊt.
z = Anzahl der Bohrungen

nach oben
Axialbohrungen in der Nabe
Durch Axialbohrungen in der Nabe ist das Ãỳbertragbare Drehmoment nach folgendem Diagramm zu reduzieren.
FÃỳr die SchwÃĊchung der Pressung durch die Axialbohrungen, ist haptsÃĊchlich die gesamte BohrungsflÃĊche maÃgebend.
z = Anzahl der Bohrungen

nach oben
Radialbohrungen in der Nabe
Radialbohrungen in der Nabe, fÃỳr die Ãlzufuhr bei DruckölpressverbÃĊnden, bewirken ebenfalls eine Minderung des Ãỳbertragbaren Drehmoments.

nach oben
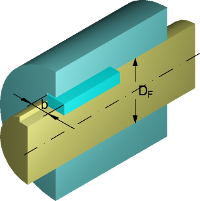
Passfedernut in einer Pressverbindung
NÃĊherungsweise kann das Drehmoment nach folgender Formel reduziert werden.
M tR /M t = Reduktionsfaktor fÃỳr Drehmoment (-)
b = Breite Passfedernut (mm)
D F = Fugendurchmesser (mm)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
M tR /M t = Reduktionsfaktor fÃỳr Drehmoment (-)
b = Breite Passfedernut (mm)
D F = Fugendurchmesser (mm)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
nach oben
Elastisch-plastische Pressverbindung nach DIN 7190

Bei rein elastischen beanspruchten Pressverbindungen, ist das erforderliche Ãbermaà fÃỳr die auftretende Belastung oftmals
nicht realisierbar. Durch eine teilweise plastische Beanspruchung des AuÃenteils kann das Ãbermaà erhöht werden.
Bei der Auslegung der Pressverbindung wird angenommen, dass am AuÃenteil (Nabe) maximal ca. 30% der RingflÃĊche plastisch beansprucht wird.
Dieses vereinfachte Berechnungsverfahren ist nur gÃỳltig wenn
- das Innenteil voll ist (keine Bohrung)
- Innen- und AuÃenteil gleichen E-Modul haben
- Innen- und AuÃenteil gleiche Querdehnungszahl haben
- Es sich um einen duktilen Werkstoff handelt, mit einer Bruchdehnung A âċ 10% und einer BrucheinschnÃỳrung von Z âċ 30%
Achtung: Bei erneuter Montage einer vorher elastisch-plastische beanspruchten Pressverbindung ist das wirksame Ãbermaà nicht mehr gegeben.
nach oben
nach oben
Wirksames Ãbermaà abzÃỳglich GlÃĊttung
Infolge der GlÃĊttung von Rauheitsspitzen beim FÃỳgen steht im gefÃỳgten Zustand nur noch das wirksame Ãbermaà Uw zur VerfÃỳgung.
Je nach Berechnung ist fÃỳr U das Mindest-, Höchst- oder Ist Ãbermaà einzusetzen.
U w = wirksames Ãbermaà (mm)
U = Ãbermaà (mm)
R zA = gemittl. Rautiefe AuÃenteil (mm)
R zI = gemittl. Rautiefe Innenteil (mm)
U w = wirksames Ãbermaà (mm)
U = Ãbermaà (mm)
R zA = gemittl. Rautiefe AuÃenteil (mm)
R zI = gemittl. Rautiefe Innenteil (mm)
nach oben
DurchmesserverhÃĊltnis
Das DurchmesserverhÃĊltnis, ist das VerhÃĊltnis Fugendurchmesser zu AuÃendurchmesser des AuÃenteils.
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
D F = Fugendurchmesser (mm)
D aA = AuÃendurchmesser AuÃenteil (mm)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
D F = Fugendurchmesser (mm)
D aA = AuÃendurchmesser AuÃenteil (mm)
nach oben
Bezogenes wirksames ÃbermaÃ
Das bezogene wirksame ÃbermaÃ, ist das VerhÃĊltnis wirksames Ãbermaà zu Fugendurchmesser.
Îẅ w = bezogenes wirksames Ãbermaà (-)
D F = Fugendurchmesser (mm)
U w = wirksames Ãbermaà (mm)
Îẅ w = bezogenes wirksames Ãbermaà (-)
D F = Fugendurchmesser (mm)
U w = wirksames Ãbermaà (mm)
nach oben
Beanspruchung des Innenteils
Die zulÃĊssige Beanspruchung des Innenteils ist mit der folgenden Formel zu ÃỳberprÃỳfen.
Bei einem vollen Innenteil kann im Gegensatz zum AuÃenteil eine elastisch-plastische Beanspruchung
nicht entstehen. Ein volles Innenteil ist entweder rein elastisch oder vollplastisch beansprucht.
Wird diese Bedingung nicht eingehalten, kann keine elastisch-plastische Pressverbindung ausgelegt werden.
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
Fall 1 - Grenzfugendruck des Innenteils fÃỳr PlastizitÃĊtsdurchmesser
FÃỳr die Bestimmung des PlastizitÃĊtsdurchmessers, wird bei der folgenden Bedingung die Pressung zur
Berechnung des PlastizitÃĊtsdurchmessers bestimmt.

Grenzfugendruck Innenteil bei vollplastischer Beanspruchung

Grenzfugendruck AuÃenteil bei vollplastischer Beanspruchung

Pressung zur Bestimmung des PlastizitÃĊtsdurchmessers

p pI = Grenzfugendruck Innenteil (N/mm2)
p pA = Grenzfugendruck AuÃenteil (N/mm2)
S pI = plastischer Sicherheitswert Innenteil (-)
S pA = plastischer Sicherheitswert AuÃenteil (-)
R eI = Streckgrenze Innenteil (N/mm2)
R eA = Streckgrenze AuÃenteil (N/mm2)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
e = Euler Zahl (-)
p = Pressung fÃỳr PlastizitÃĊtsdurchmessers (N/mm2)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
Iteration zur Bestimmung des PlastizitÃĊtsdurchmessers
Verfahren zur iterativen Berechnung des dimensionslosen PlastizitÃĊtsdurchmessers.
ζ = dimensionsloser PlastizitÃĊtsdurchmesser (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
p = Pressung fÃỳr PlastizitÃĊtsdurchmessers (N/mm2)
R eA = Streckgrenze AuÃenteil (N/mm2)
nach oben
Fall 2 - Grenzfugendruck des AuÃenteils fÃỳr PlastizitÃĊtsdurchmesser
FÃỳr die Bestimmung des PlastizitÃĊtsdurchmessers, wird bei der folgenden Bedingung die Pressung zur
Berechnung des PlastizitÃĊtsdurchmessers bestimmt.
Der dimensionslose PlastizitÃĊtsdurchmesser wird nach der oben aufgefÃỳhrten Iteration berechnet.

Pressung zur Bestimmung des PlastizitÃĊtsdurchmessers

p = Pressung fÃỳr PlastizitÃĊtsdurchmessers (N/mm2)
p pA = Grenzfugendruck AuÃenteil (N/mm2)
p pI = Grenzfugendruck Innenteil (N/mm2)
S pA = plastischer Sicherheitswert AuÃenteil (-)
S pI = plastischer Sicherheitswert Innenteil (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
Grenzbereich fÃỳr bezogenes wirksames ÃbermaÃ
Die weitere Rechnung wird fÃỳr die FÃĊlle 1 und 2 gemeinsam durchgefÃỳhrt.
Das wirksame bezogenes Ãbermaà ξw muss innerhalb der folgenden Ungleichung liegen.
Der linke Term der Ungleichung stellt die Bedingung dar, wenn das AuÃenteil rein elastisch beansprucht wird.
Der rechte Term ist der Grenzwert fÃỳr die maximale Beanspruchung des elastisch-plastischen AuÃenteils.
R eA = Streckgrenze AuÃenteil (N/mm2)
E = E-Modul (N/mm2)
ξ w = bezogenes wirksames Ãbermaà (-)
ζ = dimensionsloser PlastizitÃĊtsdurchmesser (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
PlastizitÃĊtsdurchmesser
Der sich bei dem bezogenen wirksamen Ãbermaà ξw einstellende bezogene PlastizitÃĊtsdurchmesser
ζ des AuÃenteils betrÃĊgt somit.
ζ = bezogener dimensionsloser PlastizitÃĊtsdurchmesser (-)
ξ w = bezogenes wirksames Ãbermaà (-)
R eA = Streckgrenze AuÃenteil (N/mm2)
E = E-Modul (N/mm2)
D P = PlastizitÃĊtsdurchmesser (mm)
D F = Fugendurchmesser (mm)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
Pressung in der Dehnungsfuge
Der Fugendruck p aus dem bezogenen PlastizitÃĊtsdurchmesser ζ des AuÃenteils berechnet sich wie folgt.
p = Pressung in der Dehnfuge (N/mm2)
R eA = Streckgrenze AuÃenteil (N/mm2)
ζ = dimensionsloser PlastizitÃĊtsdurchmesser (-)
Q A = DurchmesserverhÃĊltnis (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)
nach oben
ZulÃĊssiges RingflÃĊchenverhÃĊltnis
Das RingflÃĊchenverhÃĊltnis der plastisch beanspruchten RingflÃĊche ApA am gesamten Querschnitt AA
des AuÃenteils, soll den Wert 0,3 nicht Ãỳberschreiten.
A pA = RingflÃĊche elastisch plastischer Bereich (mm2)
A A = RingflÃĊche AuÃenteil (mm2)
ζ = dimensionsloser PlastizitÃĊtsdurchmesser (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
Q A = DurchmesserverhÃĊltnis AuÃenteil (-)
R eA = Streckgrenze AuÃenteil (N/mmÂĠ)
R eI = Streckgrenze Innenteil (N/mmÂĠ)